

溶接技術の基礎と実践
エンジニアが押さえるべきポイント
溶接技術・品質管理・AI・ロボット
皆さん、こんにちは!私たちの身の回りには、金属材料が溢れていますが、その多くは「溶接」という技術によって、様々な形に組み上げられています。自動車のボディから高層ビル、日々の生活を支えるプラント設備まで、溶接なくしては成り立たないものがほとんどです。ところで、溶接って具体的にどんなことをしているか、ご存知ですか?
「溶接」と聞くと、なんだか難しそう…と思われる方もいるかもしれませんが、ご安心ください!この記事では、そんなモノづくりの根幹を支える「溶接技術」について、基本のキからわかりやすく解説していきます。溶接のメカニズムから、ついつい見落としがちな欠陥、そして最新のAIやロボット技術がどう溶接を変えようとしているのかまで、一緒に見ていきましょう!
この知識は、金属材料の強化機構と同様に、建設、造船、自動車、プラント設備といった幅広い産業で汎用性の高いものですので、きっと皆さんの理解を深める一助となるはずです。
目次
1. 溶接の基本:モノづくりを支える要素技術
さて、溶接とは一体何でしょうか?一言で言えば、複数の金属部材に熱や圧力、あるいはその両方を加え、必要に応じて溶加材を使いながら、バラバラだった部材を結晶レベルで一体の、連続性のある強い材料にする技術なんです。ただくっつけるだけでなく、原子の並びまで一体化させる、まさに金属同士の「結婚」のようなものですね!
この溶接には、実に多様な方法があります。身近なところでは、電気の力でアーク放電を起こし、その熱で金属を溶かすアーク溶接が代表的です。
一口にアーク溶接と言っても、TIG溶接、MIG/MAG溶接、被覆アーク溶接、サブマージアーク溶接など、それぞれに得意な分野があります。例えば、TIG溶接は「精密な作業で、とってもきれいな仕上がり」が求められる場面で活躍し、MIG/MAG溶接は「厚い板もサッと、効率よく接合したい」時に重宝されます。被覆アーク溶接は「屋外でもタフに使える」一般的な方法ですね。また、高速・高品質な溶接ができるサブマージアーク溶接や、高エネルギーのレーザーで「熱変形を最小限に抑えながら精密に」接合するレーザー溶接は、自動車のボディや電子部品、さらには電動車両のバッテリー溶接など、未来のモノづくりを支える技術として注目されています。
さらに、最近では「溶かさずに接合する」ユニークな技術も進化しています。例えば、金属板を電極で挟んで大電流を流し、抵抗熱で部分的にギュッと圧着する抵抗スポット溶接。これは自動車の車体組み立てには欠かせない、生産性の高い技術です。そして、回転するツールで摩擦熱と塑性流動を利用して接合する摩擦攪拌溶接(FSW)。材料を溶融させないため、ガスが閉じ込められる「ブローホール」や金属が固まる際の「凝固割れ」といった欠陥が起こりにくく、なんと「アルミと銅」のように異なる種類の金属同士も接合できるというスグレモノなんです。鉄道車両や航空機部品など、軽さが命となる分野で大いに期待されています。
また、レーザーとアーク溶接を賢く組み合わせるハイブリッド溶接は、それぞれの良いところ取りで「高速かつ高品質」に厚板を溶接できる、まさにいいとこどりの技術と言えるでしょう。
多様な溶接方法
多様な溶接方法の中から主要なものをいくつかご紹介します。
アーク溶接
電極と母材間のアーク放電熱を利用する代表的な方法です。
TIG溶接
高品質な仕上がりが特徴で、精密な接合に適しています。
MIG/MAG溶接
高能率で、厚板を含む幅広い分野で活用されます。
被覆アーク溶接
最も一般的で、屋外作業にも適しています。
サブマージアーク溶接
高速・高品質な溶接が可能です。
レーザー溶接
高エネルギー密度のレーザービームを熱源とし、入熱が少なく、熱変形を抑えた精密な溶接が可能です。自動車のボディや電子部品、電動車両のバッテリー溶接に期待されています。
注目の溶接技術
抵抗スポット溶接
金属板を電極で挟み、大電流を流して抵抗熱で局所的に溶融圧着します。生産性が高く、自動車の車体組み立てに不可欠な技術です。
摩擦攪拌溶接(FSW)
回転ツールによる摩擦熱と塑性流動で接合する固相接合です。材料を溶融させないため、ブローホールや凝固割れが発生しにくく、異種金属接合にも適しています。鉄道車両や航空機部品など、軽量化が求められる分野で注目されています。
ハイブリッド溶接
レーザーとアーク溶接を組み合わせることで、それぞれの長所を活かし、高速かつ高品質な厚板溶接を実現します。
2. 溶接欠陥の種類とリスク
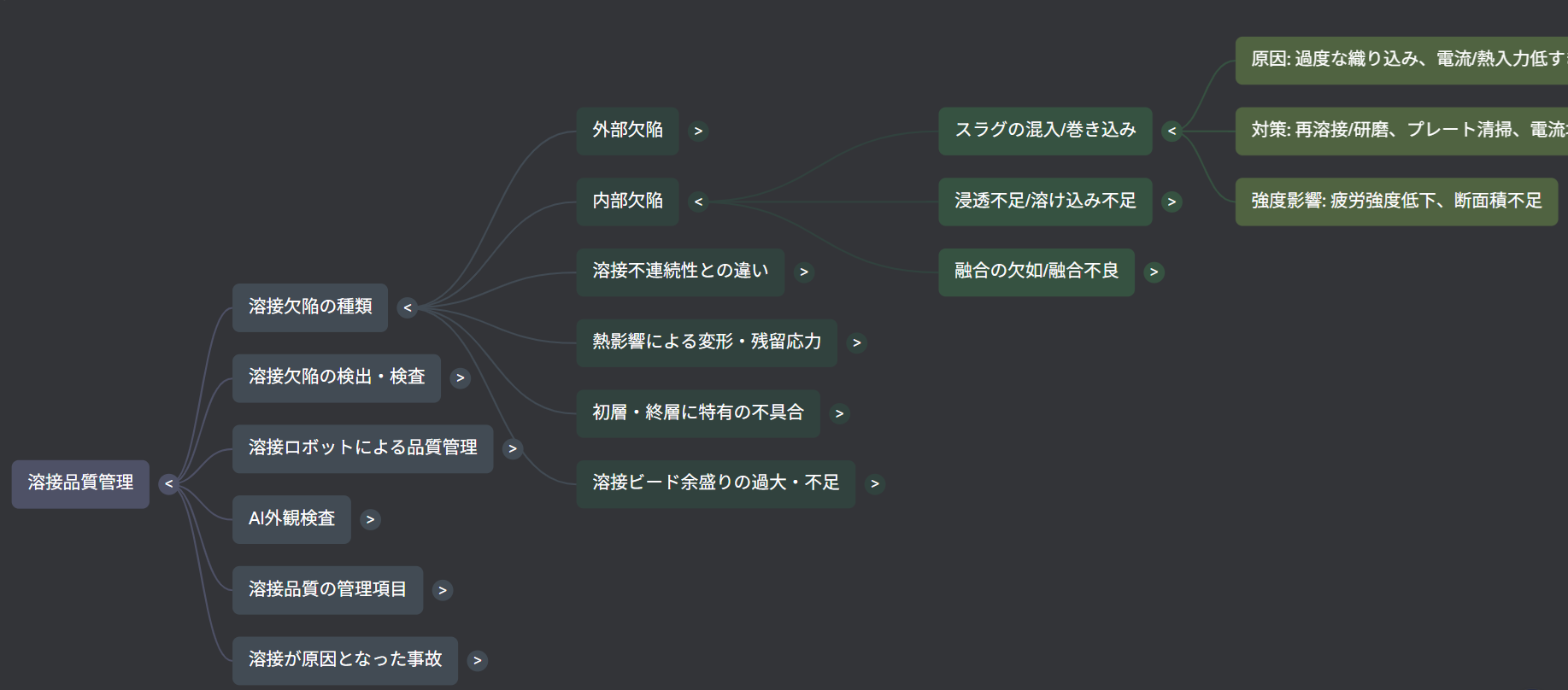
溶接欠陥は、その発生箇所によって外部欠陥と内部欠陥に大別されます。外部欠陥は肉眼で確認できるものが多い一方、内部欠陥は目視ではわからず、より深刻な問題を引き起こす可能性があります。せっかく丈夫に接合したはずなのに、思わぬ「落とし穴」が潜んでいることがあります。溶接欠陥は、文字通り溶接部で起こる不具合のことで、製品の安全性や信頼性を大きく左右する、とっても重要な問題なんです。
この欠陥は、表面に見えるものと、内部に隠れてしまうものに大きく分けられます。まるで氷山の一角のように、見えている部分だけでなく、水面下の見えない部分にも注意が必要なんです。
外部欠陥(表面に現れるもの※表面化しないケースもあり)
主な外部欠陥の種類
ブローホール(気孔)
現象:溶接部にガスが閉じ込められ、穴が開いた状態
原因:不適切なシールドガス、母材の油分や錆、強風などの環境不良
影響:溶接面の損傷、腐食、強度低下
割れ(クラック)
現象:最も危険な欠陥の一つで、金属全体に広がる可能性
原因:急激な冷却速度、不適切な溶接技術、水素の混入
影響:応力集中点となり、疲労強度を著しく低下させ、破壊の起点となる
アンダーカット
現象:溶接継ぎ目に沿って、母材が溶けて溝状になった状態
原因:過度な電流値、速すぎる溶接速度、溶加材不足
影響:断面積の減少、応力集中による疲労強度低下
内部欠陥(内部に潜むもの)
主な内部欠陥の種類
スラグ巻き込み
現象:溶接中に非金属粒子が内部に閉じ込められた状態
原因:不適切な熱入力、スラグ除去の不徹底
影響:内部に異物が残留し、疲労強度が低下
溶け込み不足
現象:溶接金属が母材の接合部に十分に溶け込んでいない状態
原因:低電流、速すぎる溶接速度、不十分な予熱、入熱不足
影響:強度不足に直結し、疲労強度が低下
融合不良
現象:母材と溶加材、または溶接層同士が密着していない状態
原因:母材の汚れ、不適切なフラックス塗布、入熱不足
影響:接合面積の不足による強度低下
3. 溶接品質を保証する検査技術と対策
溶接部の品質管理は、内部の変化が目に見えないため、特に難しい「特殊工程」とされています。そのため、溶接後には様々な検査技術を駆使して、見えない欠陥を徹底的に洗い出す必要があります。
非破壊検査(NDT)による欠陥検出
非破壊検査(NDT: Non-Destructive Testing)は製造業の主流手法です。製品をそのまま使用可能な状態で検査できます。
目視検査(VT)
最も基本的かつ迅速な方法です。表面のクラックやアンダーカットなどを肉眼で確認します。
浸透探傷試験(PT)
表面の微細な開口欠陥を、毛細管現象を利用して可視化します。
磁粉探傷試験(MT)
強磁性材料の表面および表面近傍の欠陥を、磁場の乱れを利用して検出します。
超音波探傷試験(UT)
超音波を照射し、反射波を用いて内部の割れやスラグ巻き込みなどを検査します。
放射線透過試験(RT)
X線やγ線を透過させ、写真として内部欠陥(ブローホールなど)の位置と種類を可視化します。
溶接欠陥の具体的な対策
溶接条件の最適化
電流、電圧、溶接速度、シールドガスの種類と流量などを適切に設定・管理します。
母材の準備と清浄化
溶接前に母材の錆や油分、水分などの汚染物質を徹底的に除去します。
冷却速度の管理
急激な冷却による割れを防ぐため、必要に応じて予熱や後熱処理を行います。
技術者の技量とトレーニング
熟練した技術と経験が重要であり、適切なトレーニングを通じて技能者のスキルを向上させます。
4. 溶接技術の最前線:AIとロボットが拓く未来
さて、溶接の世界は今、AI(人工知能)やロボット技術の進化によって、まさに**「大きな変革期」**を迎えています。これまで「職人技」や「勘と経験」に頼る部分が大きかった溶接が、未来の技術によってどう変わろうとしているのでしょうか?
溶接ロボット:職人技の自動化と進化
溶接ロボットは、プログラムに基づいて高速かつ正確な溶接を行う自動溶接機です。
メリット
品質の安定
作業者の技術や経験に左右されず、安定した品質を実現します。
生産性向上
ミスなく作業を繰り返し、生産効率が大幅に向上します。
人手不足の解消
熟練技術者の不足に対応し、労働力を補います。
作業環境の改善
溶接に伴う危険な「3K(きつい、危険、汚い)」環境から作業者を解放します。
AI外観検査:見えない欠陥を見抜く「賢い目」
従来の目視検査では見逃されがちだった微細な欠陥も、AIの「賢い目」が見つけ出してくれます。特にディープラーニングを活用したAI外観検査は目覚ましい進化を遂げています。
AIの優位性
高精度な検出
人間では難しい、ごくわずかな不良や複雑なパターンの欠陥も、AIは非常に高い精度で安定して見つけ出します。
リアルタイムフィードバック
もし不良が発生したら、AIはすぐにその情報を教えてくれます。これにより、同じような不良が連続して発生するリスクを大幅に減らせます。
根本原因の特定
検査で得られた膨大なデータをAIが蓄積・分析することで、不良の傾向を「見える化」し、その根本的な原因を突き止めるヒントを与えてくれます。まるで優秀な分析官のようですね!
新たな接合技術:異種材料接合の可能性
EV(電気自動車)や航空機のように「もっと軽くしたい!」というニーズが高まる中、異なる種類の材料を組み合わせる「マルチマテリアル化」が進んでいます。しかし、異なる材料同士を溶接するのはとても難しい挑戦でした。
摩擦攪拌接合(FSW)
ここで再び登場するのが**摩擦攪拌接合(FSW)**です。材料を溶かさないので、アルミと銅といった従来の溶接では難しかった異種金属の接合に、非常に大きな力を発揮します。
レーザーブレージング
母材よりも融点の低い「ろう材」を使って接合するレーザーブレージングも注目されています。これなら母材を溶かすことを最小限に抑えつつ接合できるため、材料の特性の違いや熱膨張の差によるヒビ割れのリスクを減らし、高い強度を持つ接合部を実現できるんです。
これらの技術は、材料の特性や熱膨張差によるひび割れのリスクを抑制し、高強度な接合を実現します。
5. まとめ:AIと技術者が共創する溶接品質管理の新時代
いかがでしたでしょうか?
溶接は、これまで熟練技術者の「勘と経験」に大きく頼る部分が多かった技術ですが、その品質は製品の安全性と競争力を左右する、非常に重要なものです。
しかし、技術は進歩しています!溶接ロボットやAI外観検査、そして新しい接合技術の登場により、溶接の品質管理は新しい時代へと突入しています。
未来の溶接現場
今後は、AIが定型作業やデータ分析を担い、溶接技術者がAIの判断検証や創造的な問題解決に集中する「AIとの協調」が、モノづくりの鍵となるでしょう。
品質管理の革新効果
未来の溶接現場では、AIがルーティン作業やデータ分析を受け持ち、私たち技術者はAIの判断を検証したり、もっと創造的な問題解決に集中するようになるでしょう。まさに「AIとの協調」が、これからのモノづくりの鍵となるのです。
データに基づいた品質改善サイクルを回し、最新技術を積極的に取り入れることで、不良率を大幅に減らし、生産性を高め、何よりも私たちが使う製品の安全性と信頼性を飛躍的に向上させることができます。
溶接技術は、私たちの生活をより豊かに、より安全にするために、これからも進化し続けるでしょう。この知識が、皆さんの豊かなエンジニアライフに少しでも役立てば幸いです!
6.書籍紹介
さらに深く理解するために参考となる、溶接に関する専門書を5冊ご紹介します。これらの書籍は、特に溶接の基本的な技術や知識、さらには応用的な内容までカバーしており、初心者から経験者まで幅広い層に役立つでしょう。
以下の5冊は、「溶接のやり方の本 おすすめ5選 わかりやすい | ブクスタ!」のソースで具体的に推薦されている書籍です。
1. 『徹底図解溶接の基本と作業のコツ』
◦ 著者:宮本卓 氏
◦ 発売元:ナツメ社
◦ 特徴:溶接の準備、アーク溶接の基本テクニック、被覆アーク溶接の実践、マグ溶接(半自動溶接)の詳細、ティグ溶接、溶接ミス(リカバリー)とその仕上げ方、さらには金属の種類による溶接ポイントまで、豊富な写真、イラスト、図版を用いて分かりやすく解説しています。溶接の原理から実際の作業のコツまで、基本から実践的な内容が網羅されています。
2. 『図解入門現場で役立つ溶接の知識と技術 種類/仕組 技能習得 溶接施工 溶接作業』
◦ 著者:野原英孝 氏
◦ 発売元:秀和システム新社
◦ 価格:1760円 + 税
◦ 特徴:溶接の原理から作業のポイントまでを豊富な図表で解説した入門書です。溶接のメカニズム、種類、特徴、安全衛生、溶接の弱点と非破壊検査、材料の知識、読図から段取り作業、溶接技能の習得、様々なアーク溶接法(被覆アーク、MAG、TIG)、溶接施工の予備知識、溶接作業の勘どころ、各種金属の溶接施工のワンポイントが詳述されています。溶接の資格取得のための副読本としてもおすすめされています。
3. 『マンガでわかる溶接作業』
◦ 著者:野村宗弘 氏、野原英孝 氏
◦ 発売元:株式会社オーム社
◦ 価格:1760円 + 税
◦ 特徴:マンガのキャラクター「とろ鉄」が溶接作業を語るユニークな入門書です。特に、被覆アーク溶接、半自動アーク溶接、TIG溶接に限定し、マンガの表現と的確な解説、図版、写真を駆使して、安全で適切な溶接作業の「初歩の初歩」を楽しく学ぶことができます。職場の安全衛生やJIS溶接技能者評価試験についても付記されています。
4. 『カラー版 はじめての溶接作業<スキルアップ編>』
◦ 著者:安田克彦 氏
◦ 発売元:日刊工業新聞社
◦ 価格:2420円 + 税
◦ 特徴:溶接作業の基本をマスターした作業者が、より付加価値の高い材料や製品形状の溶接に作業範囲を広げられるよう、溶接の応用作業の手順や作業状態、溶接結果、不具合対策などをカラー写真を用いて分かりやすく解説しています。
5. 『トコトンやさしい溶接の本』
◦ 著者:安田克彦 氏
◦ 発売元:日刊工業新聞社
◦ 価格:1540円 + 税
◦ 特徴:溶接が造船などの重厚長大産業だけでなく、自動車、携帯電話を中心とする情報産業機器、半導体やその製造装置など、幅広い分野で不可欠な基盤技術であることを紹介しています。その名の通り、「トコトンやさしい」シリーズであり、溶接技術の全体像と重要性を理解するための入門書として適していると考えられます。
これらの書籍は、溶接の技術的な側面、作業の実際、安全、さらには応用までをカバーしており、ブログ記事で触れられている溶接技術の基礎と実践を多角的に理解するのに役立つでしょう。
なお、以前の会話で言及した金属材料の強化機構や組織学に関する専門書(「トコトンやさしい金属材料の本」、「材料強度学」、「金属材料組織学」)も、溶接時に生じる金属の組織変化や強度特性を理解するための基礎的な知識として引き続き参考になります


コメント